1 引言
近几年,采用网络技术、高性能变频技术、先进在线检测技术、计算机技术的清梳联,其主要特点是向制造精度高,控制智能化,流程短,产量高的方向发展。通过plc和变频集中控制及连续喂棉技术,确保全流程协调运转和系统稳定,并具备远程诊断功能。前期,国产清梳联产品与国外先进设备相比存在系统不够稳定,电气控制水平不高,设备运转可靠性偏低的缺陷,特别是流程长,且产量难以大幅度提高。针对清梳联市场和现状,青岛宏大纺机厂确定开发高产新型短流程清梳联设备,主要包括往复式自动抓棉机、大容量混棉机、新型高产梳棉机等主要设备和电气控制技术在内的清梳联系统。变频器在这些设备的控制系统中起着举足轻重的作用,青岛宏大纺机厂结合变频技术的应用,研制了“全流程无停车跟踪连续无级喂棉控制系统”。本文主要论述了lenze变频器在往复式自动抓棉机的应用中需要注意的一些问题,借此和同行们商榷。
2 往复式自动抓棉机介绍及相关工艺需求
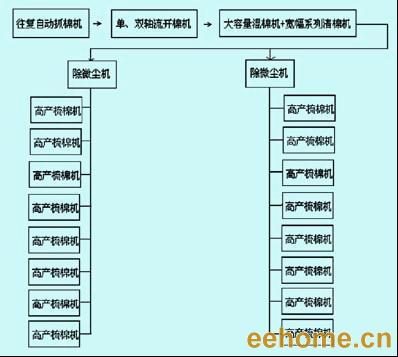
往复式自动抓棉机是整条清梳联生产线工艺流程中的第一道工序。由于微机技术的应用,在技术上突破了清梳联只能生产单一品种的关键。采用单、双侧抓棉,可作各种动作如往复、升降、转向等智能化抓棉。混棉包数增多,最多可以达到180包。开松度高,并有故障自诊断功能,显示屏显示工艺参数和人机对话等,这些高新技术都极大地推动了清梳联自动化控制技术的发展。笔者使用的往复式自动抓棉机属于单抓臂、双抓棉辊结构,由于肋条凸出打手,压住棉包,抓取平稳,同时抓取的是受肋条压而浮起的棉层,达到均匀而小的棉块,尤其对松包时,更为明显。另外抓棉机采用卷绕式覆盖带无磨损,它在转塔中有一个电机。随转塔往复时卷取或铺盖覆盖带。主要优点是覆盖带受的张力小,不易疲劳,使用寿命较长。同时通过变频控制系统对抓棉量精确控制,1700mm、2300mm、3100mm三种机幅以及可供选择的分包抓取功能。1700mm机幅单机实际产量可达1000kg/h以上,2300mm机幅单机实际产量可达1500kg/h以上,3100mm机幅单机实际产量可达2000kg/h以上。往复抓棉机的速度可根据多仓混棉机的需用量调节,使棉仓储棉量及棉层密度基本保持均衡。清梳联生产线的工艺流程图如图1所示。
全文请见附件!
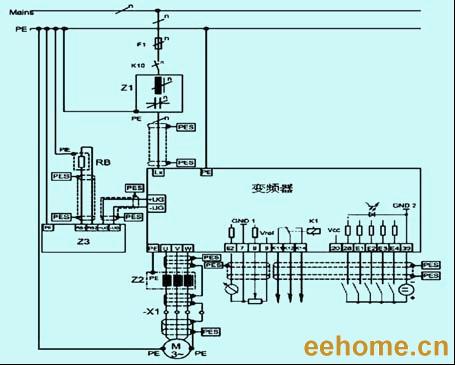
 伦茨变频器接线图--变频调速器在往复式自动抓棉机上的应用.doc (246 KB)
伦茨变频器接线图--变频调速器在往复式自动抓棉机上的应用.doc (246 KB)  |手机版|MCU资讯论坛
( 京ICP备18035221号-2 )|网站地图
|手机版|MCU资讯论坛
( 京ICP备18035221号-2 )|网站地图